
To the Point – DT Swiss Talks Spokes
DT Swiss did not become the world’s leading spoke maker overnight. It has been manufacturing wire products, and forging and shaping metal before electricity powered factories. Its first machinery was powered by water wheels and until relatively recent times, the DT Swiss factory in Biel, Switzerland, stood on the same foundations at the foot of the mountain stream that powered the original plant. Now the site is being restored as a natural area and DT Swiss has moved nearby to a new location. DT Swiss also has manufacturing plants in Europe, Asia and North America that produce wheels, hubs, suspension products and, of course, stainless steel spokes – millions of them. This week’s ‘To the Point’ documents some of the intricacies of their spoke manufacturing process.

Table of Contents
Spoke Primer:
Straight gauge: wire, or a spoke that is of one constant diameter throughout its length.
Butted spoke: a spoke manufactured with one or more thicknesses across its length, thicker near the ends and thinnest in the center span.
Bladed spoke a spoke that has been ovalized or flattened across its span.
Drawing: pulling a larger-diameter wire through a smaller hole in a special ‘die’ to create a longer, smaller-diameter length of wire. Tubing is also made using the drawing technique.
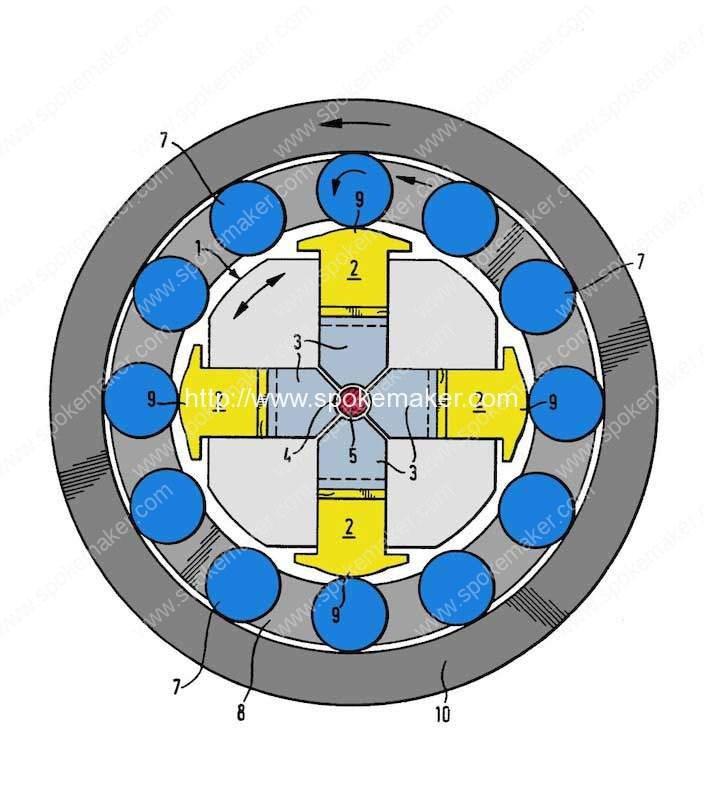
Forging: squeezing metal in one or a number of steps into a smaller shape creates a more dense condition of the metal and helps to align its grain structure in a more desirable direction for a specific application. Spokes are forged using a radial forging (also, rotary swaging) technique.
J-bend: the standard spoke head is bent at 90-degrees and looks like the letter ‘J.’
Straight-pull spoke: spokes that have no bend at the flared head, or in the case of DT Swiss Tricon wheels, spokes that are threaded at both ends. Straight-pull spokes require dedicated hubs.
DT Swiss says that its spokes are forged. Is that a different process than drawing wire to size?
Contrary to popular belief, butted or bladed spokes are not “drawn” or stretched into their butted profiles by DT Swiss. Most people think the butted portion of the spoke is stretched into shape that is the finished product. This is not the case because it would leave the metal strained and weak. The butted spoke is actually is forged into its shape and while the process may seem similar, it isn’t. The forging process allows the metal to be compressed into a denser package and this strengthens the metal by aligning the grain, giving rise to a part with improved strength characteristics.
In essence, the spoke can do more with less – if you get my drift. Think of a blacksmith manufacturing horseshoes. The metal for the shoes is not only hammered into shape, but is made denser through the process, thus removing voids and gaining durability through working the metal. Stretching the metal does the exact opposite.
Reduced aerodynamic drag is not a factor for off road cycling, so why do mountain bike wheels sometimes use bladed spokes?
Given that our aero spokes go through an extra forging process, they do gain some strength over their round cousins. Also, bladed spokes provide additional stiffness under braking and acceleration loads.
What kind of stainless steel is used to make DT Swiss spokes?
The blend of alloys and metals we use is kept under lock and key and is a strict company secret. Our formula is proprietary to DT Swiss and we’ve worked for countless years developing it. What I can share, is that we buy our raw materials from vendors that we’ve had long-standing partnerships with. We value these supplier relationships because they are able to provide us consistent product and the high level of quality control we demand. When you shop around for the best deal, this control is lost and the end product suffers – all to achieve a lower price. We are ultra-hyper about the quality of our spokes and starting with great materials is the best way to put the best finished product out there.
Is there any sort of heat treat process involved in the making of a spoke?
Not in the manufacturing of the spoke itself, but from the raw material stage to the bulk wire stage, yes. After that, all processes are done at ambient temperature. All of the forging and manufacturing processes are done without heat. This allows for better control, given the scope of product we are manufacturing.

DT Swiss states that the type of application, not superior strength, is the determining factor for using aluminum nipples rather than conventional brass items. They offer square, hexagonal and Torx type drive interfaces as well as a variety of anodized colors. (DT Swiss photo)
What is the difference in strength between aluminum and brass spoke nipples?
I think it’s better to attack this from a “pros vs. cons” debate between the two. The advantages to brass nipples are they are less expensive to manufacture, and due to the harder material (brass), brass nipples are less prone to rounding by the nipple wrench. Brass nipples are better for wheels that see more service and are used in corrosive or dirty environments. Brass nipples can also be a bit easier to build with because the nickel-plating acts as a “lubricant” allowing them to spin a bit more freely under tension. The main disadvantages to brass nipples are increased weight and limited color options.
Alloy nipples have their place too. They are lighter and reduce rotational weight at the rim which some users feel is critical. Colors and build personalization abound with alloy nipples. Numerous anodized color options are available to help customize any build. There are some things to be mindful of when using alloy though. Due to the softer metal, care must be exercised when building/using alloy nipples in order to not round the nipple at the wrench flats. This is where our Hexagonal or Torx nipples really shine. Both offer more purchase for the nipple wrench and allow for better performance. Corrosion can also plague alloy nipples being used in high-mileage, all-weather applications. Typically, this pertains to wheels that see little maintenance and many, many miles in wet environments.
As a side note to the nipple discussion, DT Swiss manufactures nipples for just about any application imaginable – different materials, colors, wrench interfaces or locking agents are all available from DT. I point this out, because choosing the right nipple for the build shouldn’t be an afterthought. Proper nipple choice (I can hear the funny reader comments now….) is just as important as choosing the right rim, hub or spoke.

A split view of a DT Swiss Pro Lock nipple shows its pre-applied thread-locking material, as well as the unthreaded section of the bore that acts as a stress reliever where the spoke enters the nipple. (DT Swiss photo)
How are the threads applied to the spokes?
They are rolled under high pressure. Rolling the threads does not remove material as cutting does. Plus, it allows the spoke and nipple interface to have a tighter tolerance fit. This promotes a longer lifespan for both the nipple and the spoke by avoiding broken threads or stripped nipples. It is for this reason that we recommend against shops cutting spokes to length using a spoke machine. A lot goes into manufacturing a spoke into the finished product that you see at the shop level. And all of these processes are done with machinery that is specific to DT and our spoke production.

Spiral grooves in a pair of rotating bars advance blank spokes through this machine, where they are measured, cut to precise length and the threads are rolled onto the ends. (DT Swiss photo)
Is there any significant loss in strength between a J-bend or a straight-pull spoke in real life?
J-bends spokes tend to suffer more breakage issues due to poor build quality and low spoke tension. Also, some hubs have spokes holes too large, which causes poor fit of the elbow. Most of the time you can chalk up premature J-bend spoke breakage to corners being cut in the wheel-building process. For example: it’s always surprising to me to see a shop build wheels without the use of a spoke tensiometer. To me, that’s like trying to build a house without a tape measure! I can’t speak for other brands of spokes, but I can say that our J-bend and our straight-pull spokes are very close in quality and strength. Going forward, DT Swiss will be offering more versions of straight-pull spokes due to numerous requests as field replacements on other brands of wheels/build, or for new wheel builds on DT hubs.

The classic ‘J’ bend spoke head of the DT Swiss competition spoke. Reportedly, the J-bend will stand up to an equal amount of abuse as a straight-pull spoke will – as long as the hub flange design is correct. (DT Swiss photo)
Is a double-threaded straight-pull spoke stronger than one with a formed head on one end?
Double-threaded spokes are more of design criteria brought on by hub/wheel design. An example of this is our Tricon family of wheels. The unique design of our hub mandated the need for double-threaded spokes. It is important to note, DT does not offer double-threaded spokes for sale as an aftermarket item. This is due to a bit more complex calculation of the lengths needed to properly build the wheel. Besides, there are little to no hubs being offered as aftermarket product utilizing double-threaded builds.
What is the difference in thickness between the original coiled wire and the finished spoke?
Is butting a spoke done only to save weight, or are there other benefits?
What is the typical tensile breaking strength of a DT Swiss spoke?
Company Profile
Romiter Group is a market leading designer and a manufacturer of bicycle spokes and motorcycle spokes making machine, which wins wide reputation for products with high efficiency, excellent reliability, easy maintenance and long lifespan.
We provides a complete bicycle and motorcycle spokes and nipple making solution, which includes Bicycle Spokes Making Machine, Bicycle Spokes Nipple Making Machine, High Speed Motorcycle Spokes Making Machine, Motorcycle Spokes Nipple Making Machine, Butted Spokes Making Machine, Bladed Spokes Making Machine, Wire Straightening Cutting Machine Machine, Wire Rivet Making Machine, Cycle Spoke Nipples Packing Machine, Ellipse-shaped Spoke Making Machine, Cycle Rim Making Machine etc.